一、材料准备阶段
1、基材选择
常用铜材(紫铜、铜铬锆合金)或不锈钢,厚度通常为0.03~0.7mm,需保证高导热性(>320W/(m·K))和机械强度。
材料需经退火处理(铜材300~500℃)以改善晶格均匀性,减少蚀刻变形。
2、表面预处理
除油:丙酮超声清洗+酸洗去除氧化层,确保后续掩膜附着力。
10218旭彩网钝化:铬酸盐处理铜表面防止氧化。
二、图形转移阶段
1、掩膜制作
涂覆光刻胶:旋涂(3000rpm对应1μm胶层)或喷涂,前烘(80~100℃/1~2min)固化。
曝光显影:UV曝光(365nm波长,10~30mJ/cm²剂量)后,正胶用NaOH显影,负胶保留曝光区域。
10218旭彩网硬烘(120℃)增强掩膜耐蚀性。
2、图形设计
毛细通道结构需通过半刻工艺实现,支撑柱区域需完全保护。
三、蚀刻加工阶段
10218旭彩网1、湿法蚀刻(主流工艺)
铜材:FeCl₃溶液(40~50℃)或环保型过硫酸盐,蚀刻速率1μm/30~60秒。
10218旭彩网不锈钢:HCl+HNO₃混酸(王水)或氯化铁溶液,需控制侧蚀率<10%。
喷淋压力与温度均匀性直接影响蚀刻深度一致性。
10218旭彩网2、干法蚀刻(高精度需求)
等离子体蚀刻(CF₄/O₂)用于纳米级结构,如微沟槽阵列。
四、后处理与组装
去膜清洗
碱液(40~60g/L NaOH,50~80℃)去除光刻胶,氧等离子体灰化残留。
10218旭彩网钝化处理防止氧化,必要时电镀镍层增强耐腐蚀性。
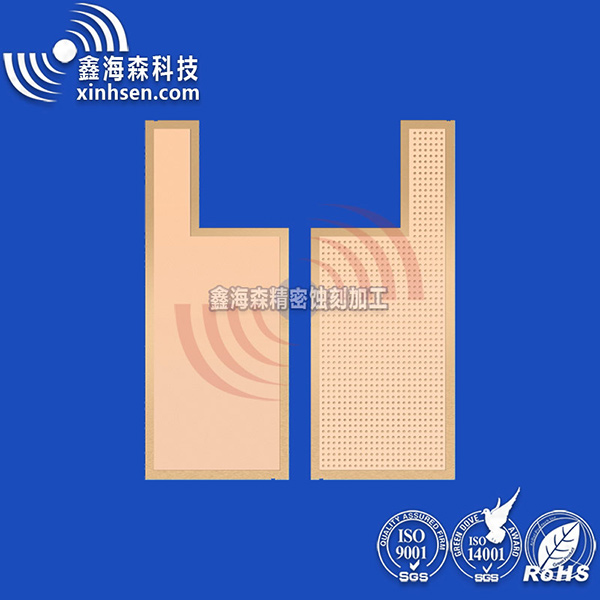
均温板组装
10218旭彩网上下盖板点胶贴合,内置铜网支撑结构,真空注水后密封。
高温烧结(一次成型)提升结构强度,良率可达95%以上。
五、质量控制
AOI检测:光学扫描对比设计图形,识别蚀刻不均或残铜缺陷。
氦检漏:确保腔体密封性,漏率需<1×10⁻⁸ Pa·m³/s3。
 添加微信咨询
添加微信咨询
 扫码进入手机站
扫码进入手机站